
Kolbenschmidt Pistons
OPERATIONAL EXCELLENCE AND LEADERSHIP DEVELOPMENT
LEAN STRATEGIES AND SHOP FLOOR MANAGEMENT FOR ORGANIZATIONAL TRANSFORMATION
This success story describes the lean transformation journey of Kolbenschmidt Pistons in Brazil, led by Staufen, and how the adoption of operational excellence practices and leadership development have positively impacted the company’s results. It describes the commercial, operational and management challenges faced, the solutions implemented, such as shop floor management and kaizen projects, and the results achieved, including improvements in productivity, internal communication and team autonomy, consolidating a culture of continuous improvement and organizational innovation.
With more than 100 years of experience in manufacturing engine components, Kolbenschmidt Pistons is a reference for the world’s leading automakers. Its extensive product portfolio covers more than 2,000 different engine types and meets the needs of engine repairers with high-quality components.
With operations in several countries around the world, including Germany, the United States, Brazil, China and India, Kolbenschmidt Pistons’ main products include pistons, piston rings, cylinders, connecting rods and other critical engine components, all designed to meet the highest standards of quality, economy and environmental protection.

Initial situation
COMMERCIAL
Challenging business scenario in Brazil, characterized by pressure on prices, delivery times and low productivity due to product variety and small order sizes.
OPERATIONS
High production complexity, with multiple machining cells and long cycles, maintaining high inventories to optimize operational performance.
MANAGEMENT
Silo thinking, too many indicators and difficulties in implementing and tracking changes due to a lack of adequate resources and profiles.
our APPROACH
3-STEP TRANSFORMATION
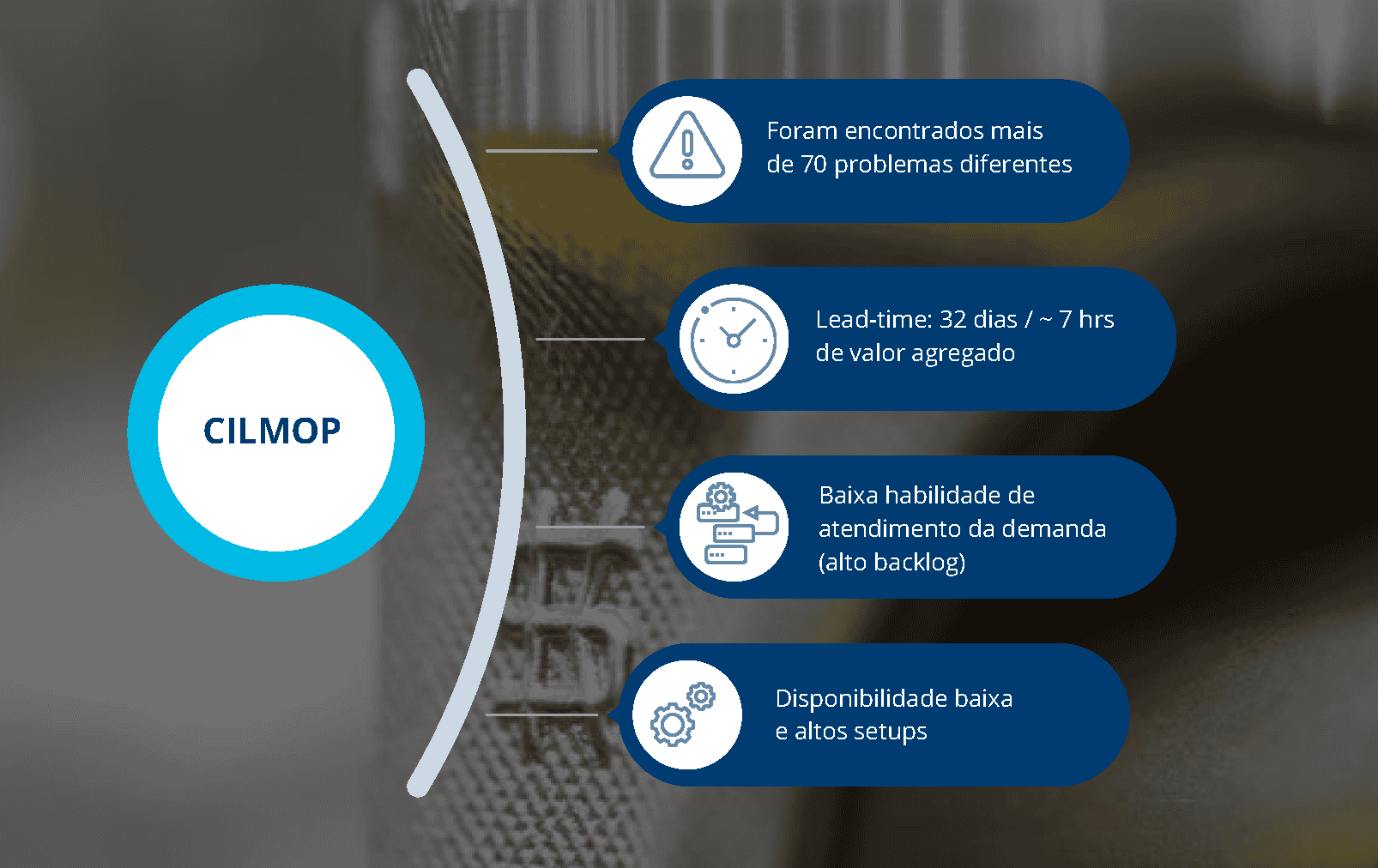
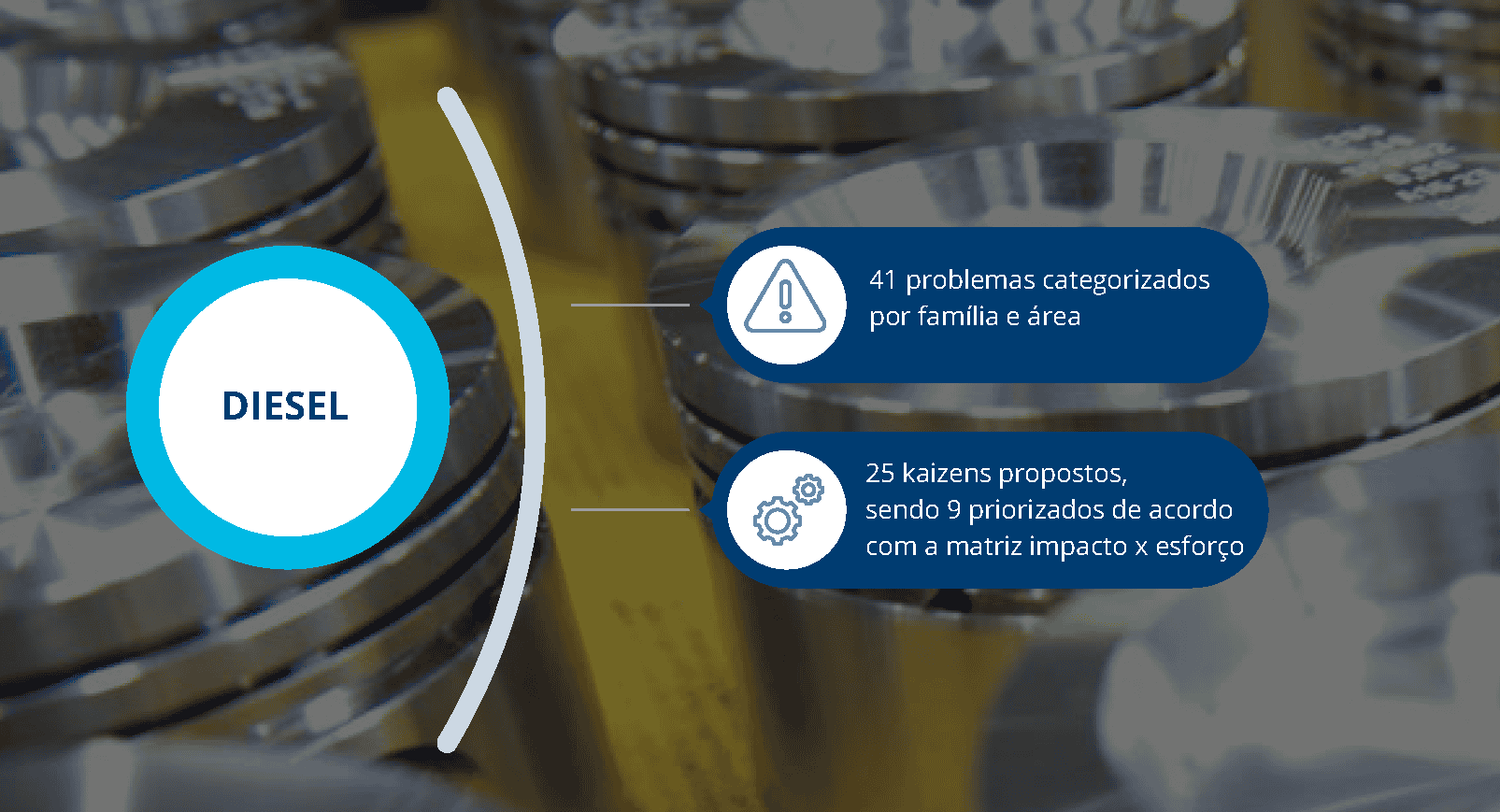
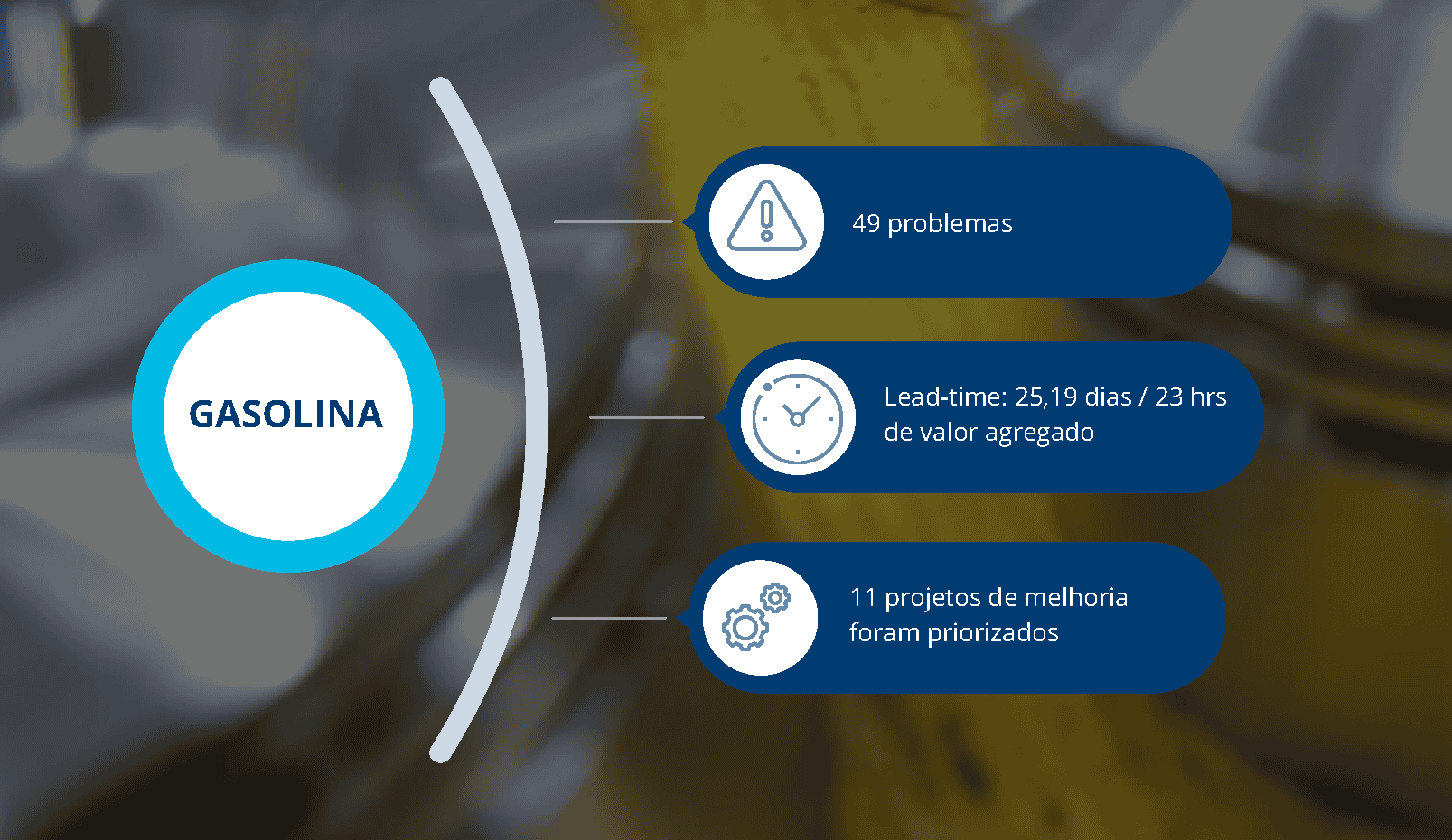
The lean transformation was structured in three stages, covering the Cilmop, Diesel and Gasoline product families, with process mapping to identify and eliminate waste. 70 issues were found in Cilmop, 41 in Diesel and 49 in Gasoline, resulting in action plans with Kaizens and improvement projects to reduce lead times, increase uptime and optimize setups.
RESULTS
SAFETY, QUALITY AND OPERATIONAL EFFICIENCY
The implementation of Shop Floor Management has brought significant improvements to Kolbenschmidt Pistons, including greater transparency, organization, and visual management. Progress has been made in reducing setup times, increasing productivity and eliminating backlogs. In addition, the lean culture has promoted team autonomy and leadership development, consolidated problem-solving practices and efficient change management, with positive impacts on safety, quality and operational efficiency.
INITIAL SITUATION
Following the economic downturn between 2015 and 2017 and the resulting overcapacity in the Brazilian market, especially in the passenger car segment (gasoline), Kolbenschimidt Pistons lived in a challenging business environment in Brazil. Price pressure and delivery times, the large number of niche products and the impact of smaller orders on productivity were among the main concerns of the Brazilian subsidiary.
The Brazilian plant was highly complex and focused on market segments with distinct product characteristics. This means that the machining area is equipped with several production cells, which vary greatly in age and level of automation. Changeovers were very time-consuming, and production planning avoided them by scheduling longer production cycles than required by the current orders. The Demand Response strategy was based on the inventory planning process, which was kept at a high level based on optimizing operational performance.
Silo thinking was one of the major obstacles faced by the management team, which was monitoring a large number of operational indicators. The various initiatives being implemented simultaneously were perceived as a problem, as tracking and measuring the impact of actions was less than desired. The ability to manage change was also an issue at the time, perceived by managers as inadequate due to the scarcity of resources and the different profiles required.

STAUFEN HAS HELPED US A LOT ALONG THE WAY. IT WAS REALLY A FOUR-WAY STREET, WITH SOLUTIONS THAT WERE EFFECTIVELY ADAPTED TO OUR REALITY.

our APPROACH
DIAGNOSIS, PLANNING AND CONTINUOUS IMPROVEMENT ACTIONS
To achieve the expected results in the three areas – commercial, operations and management – the Lean Transformation journey was divided into three stages, covering the unit’s three main product families: Cilmop (smaller pistons), Diesel and Gasoline.
The first step was to map the processes for each product family, from casting and machining to assembly and shipping. This allowed waste to be identified and corrective actions to be proposed.
ALL THE MAPPINGS FOLLOWED THE SAME MODEL:
- Current situation
- Analysis of takt-time ratio and workload per workstation
- Future state with planned improvements
- Kaizen Implementation Plan

IMPLEMENTED PROJECTS
To achieve maximum performance at lower cost, five initiatives were proposed, along with a new way of planning production:

Claus von Heydebreck
This culture creates the need for highly productive communication, positive criticism to find the best way forward, and cross-departmental discussions that generate results beyond each department.
PROJECT RESULTS
TRANSFORMATIONAL IMPACT OF OPERATIONAL EXCELLENCE
shop floor management
According to Kolbenschmidt Pistons Industrial Director Mauricio Diniz, Shop floor Management was the main pillar that produced excellent results in the lean transformation. For him, regular, structured, daily communication brought organization, transparency and visual management of all data in a very simple and easy-to-understand way.
According to him, structured problem solving has also become a strong point of the operation, bringing the entire team together to think about the containment, impact, and ultimate resolution of problems. Process confirmation has also been very well implemented and has gained traction within the company’s lean culture.
Structured problem solving has also become a strength of the operation, bringing the entire team together to think about the containment, impact, and ultimate resolution of problems.
THIS NEW MODEL GIVES MORE AUTONOMY AND REQUIRES LEADERS TO PLAY A DIFFERENT ROLE: BREAK DOWN BARRIERS, HELP SOLVE PROBLEMS, AND MOST IMPORTANTLY, DEVELOP PEOPLE.

The role of the leadership has changed a lot. The industrial director says that in the past, the team would receive the production program and go out and execute it without involving people or holding them accountable for their deliveries. “This new model gives more autonomy and requires managers to play a different role: breaking down barriers, helping to solve problems and, above all, developing people,” he explains.
“In addition, Staufen’s training academy has solidified the concepts throughout the operation, which guarantees the sustainability of everything we implement and develop here,” adds Maurício Diniz.

SHOP FLOOR MANAGEMENT HAS TRANSFORMED THE WAY WE MANAGE OUR
PROCESSES AND THE ROLE OF PEOPLE, FOCUSING ON THE PILLARS OF SAFETY, QUALITY,
EFFICIENCY, DELIVERY AND ADHERENCE TO PRODUCTION PLANNING.
IMPROVED SETUP TIMES
The industrial director also says that quick setup in the machining area has been a great success, very well implemented. “This is an old factory with many machines, long setups and low volumes, in other words a very complex product portfolio. We have had very positive results,” he explains.
The CILMOP Machining Productivity Index had a baseline of 10.3, a target of 11.9, and a challenge of 12.9. The target was met and the challenge exceeded in 2021, with a dip and recovery in 2022.
THIS IS AN OLD FACTORY WITH MANY MACHINES, LONG SETUPS AND LOW VOLUMES, IN OTHER WORDS, A VERY COMPLEX PRODUCT PORTFOLIO. WE HAD VERY POSITIVE RESULTS. Mauricio Diniz
INDUSTRIAL DIRECTOR at Kolbenschmidt Pistons

THE SETUP TIMES IN THE CYLMOP FOUNDRY WERE NOT CALCULATED AND WERE CLOSE TO 30 HOURS AT THE START OF THE MEASUREMENT. THERE WAS A CONVERGENCE TOWARDS THE TARGET SET FOR 2022.

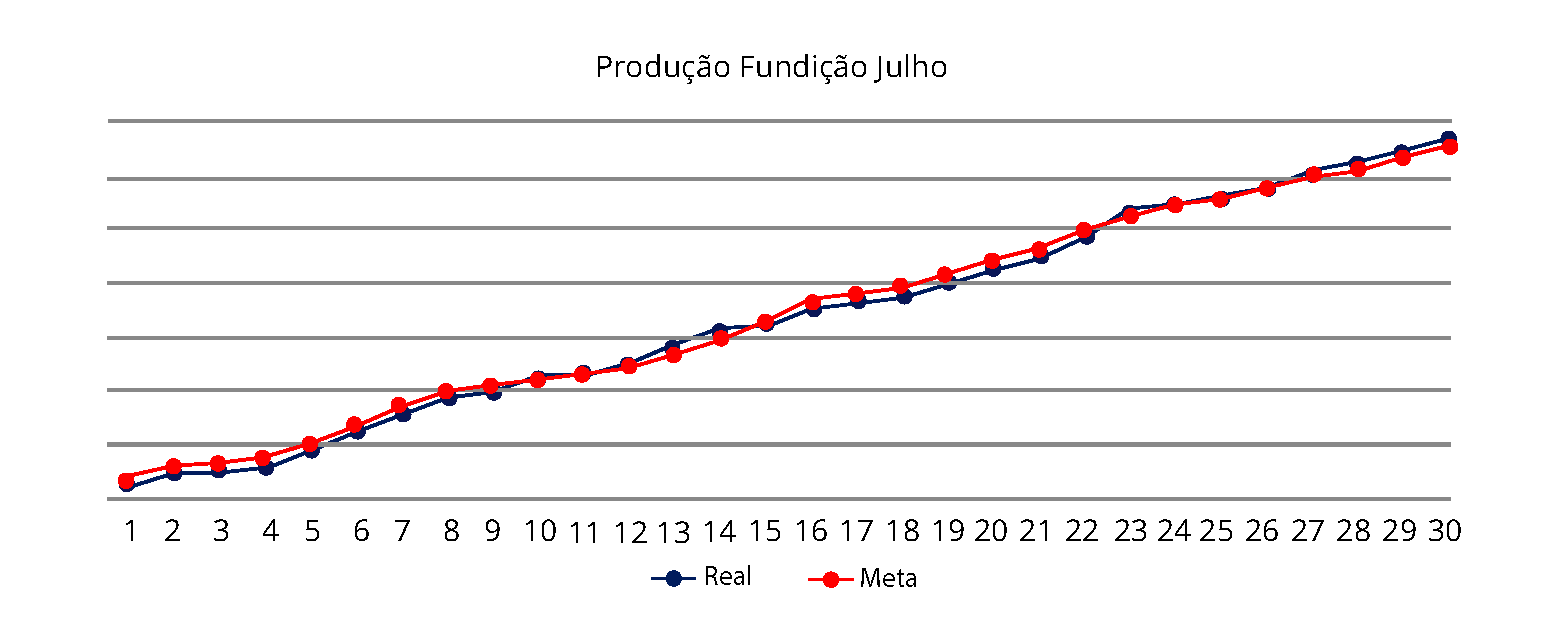
FOCUS ON PRODUCTION PLANNING
Throughout the project, due to the crisis of service to one of the main customers, emphasis was also placed on production planning, working on the fronts of setup reduction and shop floor management.

SHOP FLOOR MANAGEMENT AND TPM IN THE DIESEL FAMILY
In the Diesel family, the implementation of Shop Floor Management and TPM (Total Productive Maintenance) has yielded positive results on several fronts:
- Zero accidents in the Diesel business unit
- Zero quality complaints during the period
- Eliminate customer backlogs
- Eliminate component and packaging shortages
- Best historical scrap result
- Reduce work-in-process to meet established target
- Never run out of raw parts for machining
- Record shipment to a major customer
- 100% plan compliance based on 90% efficiency
In addition, one of the main diesel lines achieved a record productivity increase from 75 to 91 units per hour. Unavailability dropped from 7-12% to 3.9%, with a target of 3.5%.
TPM (Total Productive Maintenance) was also successfully implemented in a simple and efficient way. According to Marcelo Menegatti, production manager at Kolbenschimidt Pistons, the success of the
transformation program is the result of the synergy between the the synergy between the entire team and the Staufen team of consultants. “All the consultants who have been here have shown a deep knowledge of the topics covered and a great ability to deal with people, giving constant feedback with mastery. That certainly made a big difference,” says Menegatti.
In addition, the manager explains that the kaizen events have brought a lot of motivation to the business unit teams. “We’ve created a routine of kaizen weeks on the lines, and the changes we’ve achieved are very visible. We receive many visits from customers and partners who observe the changes we’ve undergone and congratulate us on the maturity we’ve achieved.
“That’s really very satisfying and certainly motivates our entire team,” says the production manager.
Before the change, Menegatti says, people complained a lot that information wasn’t getting through and that people weren’t involved in the processes. “Since we started the project, that’s all gone. Today, all operators and managers are involved in everything, they know the problems at all levels and they act every day to solve them,” he says.
Willians Floriano, a production supervisor at the CILMOP business unit, says that before Shop Floor Management, he would come to work and find out why the other shifts hadn’t completed their deliveries.
I USED TO WASTE A LOT OF TIME AND DIDN’T HAVE ACCESS TO THE INFORMATION I NEEDED. TODAY, I GET ALL THE DETAILED INFORMATION ABOUT THE PROBLEMS THAT OCCUR ON THE THREE SHIFTS AND THE APPROPRIATE SOLUTIONS. WE’VE BEEN ABLE TO IDENTIFY RECURRENCES, WHICH PROBLEMS HAVE BEEN SOLVED FOR GOOD, AND WHICH REQUIRE ROOT CAUSE ANALYSIS TO BE PROPERLY ADDRESSED.

CHECK OUT THE EXCLUSIVE INTERVIEW WITH KOLBENSCHMIDT PISTONS PRESIDENT CLAUS VON HEYDEBRECK IN THE PDF MATERIAL (PT Version):
read more about this topic

Study: Two out of three industrial companies in the DACH region want to achieve carbon neutrality within ten years at the latest



